

К монтажу металлопроката предъявляются достаточно жесткие требования, так как некачественное крепление может привести к различным нежелательным последствиям. Особенно это относится к монтажу труб, так как этот процесс требует особого внимания и квалификации специалиста.
Предлагаем вам познакомиться с основными видами дефектов сварных соединений, возникающих на трубах и другом прокате, а также более качественными методами проверки герметичности и надежности сварного шва.
Виды и причины возникновения дефектов
Наличие дефектов сварного шва чревато не только ухудшением внешнего вида, но и, что гораздо хуже, снижением прочности всей конструкции и ее долговечности. Для их выявления используются так называемые методы неразрушающего контроля сварного шва. Наиболее простым является метод визуального осмотра, позволяющий определить наличие нескольких разновидностей повреждений. Мы же для удобства перечислим сразу все возможные виды дефектов.
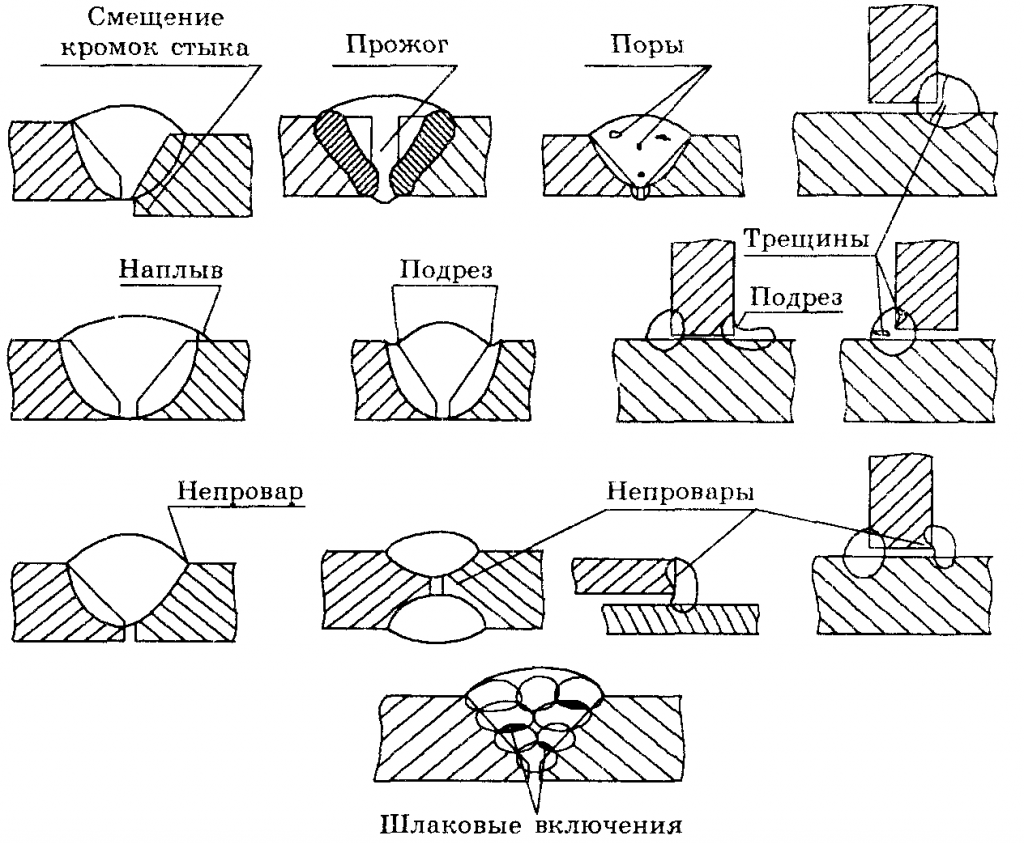
- Наплывы – заметные неровности поверхности, напоминающие капли.
- Прожоги – отверстия, возникающие в расплавленном металле.
- Кратеры – углубления в шве, точечно снижающие прочность.
- Несплавления – полости между деталями.
- Свищи – каплевидные несквозные полости. Входное отверстие видно на поверхности места соединения.
- Поры – многочисленные мелкие полости.
- Перегрев – деформация металла вокруг места соединения.
- Подрезы – покатые края вдоль шва.
- Непровар – соединение деталей не на всю толщину.
- Включения шлака.
- Трещины.

В большинстве случаев причинами некачественно проведенных работ являются:
- Низкая квалификация сварщика.
- Нарушение технологии – неправильно выбранный ток сварки, неверная скорость, некачественная очистка деталей, обрыв дуги, неравномерный нагрев, неточное направление электрода, слишком быстрое охлаждение и другие.
- Низкое качество свариваемых изделий.
Способы проверки качества

Проверить сварные швы визуально достаточно сложно, так как таким методом можно заметить только крупные огрехи, затрагивающие поверхность швов и свариваемых труб. Внутренние полости или наличие включений шлака обнаружить таким методом невозможно, однако пренебрегать ими, особенно если производится монтаж ответственных конструкции и трубопроводов для транспортировки жидкостей и газов, нельзя.
В этом случае используется специальное оборудование, позволяющее произвести контроль качества без разрушения металла. Его работа основана на двух основных физических методах и различных способах чтения полученных данных.
- Ультразвуковое обнаружение – специальные ультразвуковые дефектоскопы излучают узконаправленные звуковые волны и анализируют их отражение от материала. В местах наличия полостей и вкраплений шлака показатели будут отличаться.
- Магнитный способ. Здесь используется 3 метода: порошковый, когда на намагниченную поверхность рассыпаются металлические опилки; магнитографический – аналогичный, но с использованием магнитной ленты и индукционный – с помощью электронного анализатора.
Проверка герметичности

Проверить прочность сварного шва в отдельных случаях недостаточно. Особенно это относится к трубопроводам, для которых герметичность играет едва ли не более важную роль.
Способов проверки можно выделить 3:
- Пузырьковый – самый простой. Все соединения промазываются мыльным раствором, после чего в трубах создается давление воздуха. Если в месте сварки есть сквозные отверстия, то над ними обязательно появятся пузыри.
- Капиллярный – с помощью керосина, который заполняет даже самые мелкие трещины. В этом случае на одну сторону сварного шва трубы наносится водный раствор мела. После его высыхания другая сторона шва проливается керосином. Если соединение негерметично, капли керосина через некоторое время выступят на меловом участке.
- Газоэлектрическим искателем. Данный способ сложно использовать в быту, но он обширно применяется при проверке ответственных трубопроводов. В этом случае внутрь системы подается газообразный гелий, а его утечки фиксируются специальным электронным анализатором.